







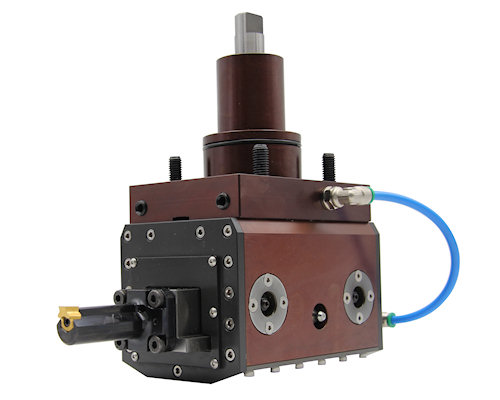





REV Broaching Tool позволяет выполнять непосредственно на токарных станках, обрабатывающих центрах или фрезерных станках с ЧПУ обработки, которые требуют прямолинейной резки, такие как прошивка шпоночных пазов, шлицев валов отбора мощности и создание внутренних зубцов, за короткое время и с большой точностью. Помимо того, что нет больше необходимости перемещать несколько раз заготовку для прошивки паза или долбления, устанавливая ее на специально предназначенный станок, что является явным преимуществом, инструмент позволяет также контролировать выполнение операции прошивки паза одновременно с другими обработками. При использовании на долбёжных или продольно-строгальных станках, инструмент REV является отличной заменой традиционных инструментов, поскольку обеспечивает большую универсальность, благодаря тому, что корпус инструмента используется повторно, а заменяется только вставка. Значительная жёсткость REV Broaching Tool делает так, что режущая кромка вставки имеет исключительную долговечность, а обработки по прошивке паза или долбление выполняются на одной оси с заготовкой. Уровень качества отделки поверхности при обработке является очень высоким. Все эти характеристики позволяют причислить систему REV к наиболее эффективным, и в то же время более экономичным, системам для точной механической обработки, имеющимся на рынке. REV Broaching Tool доступна в различных размерах, которые охватывают весь спектр размеров наиболее распространенных обработок, а каждый размер вставки имеет несколько классов допуска. Вставки особых размеров или инструмент специальной формы может быть изготовлен по заказу клиента в краткие сроки.
REV Broaching Tool изготовлен из улучшенной инструментальной стали. Та часть, где находится вставка - из закалённой стали 58/60 HRC, что делает её очень стойкой к сжатию и гарантирует продолжительный срок службы инструмента. В REV Broaching Tool предусмотрены отверстия размером 3,5 мм для принудительного добавления охлаждающей жидкости, которая помимо того, что позволяет выполнить охлаждение и смазку вставки, служит для удаления из глухого отверстия стружки, образуемой при прошивке или долблении. Инструмент доступен с двумя диаметрами захвата (диаметр 25 и 32). Для каждого диаметра захвата выпускаются 2 линии инситрументов: стандартный и длинный (указано суффиксом "“L” в коде). Кроме этого, мы отличаемся большой гибкостью производства, изготавливаем специальные инструменты по заказу клиента. REV Broaching Tool отличается от аналогичных инструментов, имеющихся в продаже, наличием запатентованной эксцентриковой втулки, которая полностью устраняет ошибки симметричности. Эта втулка была специально разработана так, чтобы позволить на всех токарных станках без оси Y выполнять операции по прошивке паза или долблению в идеальном положении относительно оси заготовки. REV Broaching Tool гарантирует низкое воздействие на подшипники инструментального станка. На сегодня никто из нескольких тысяч пользователей системы REV не указал на наличие проблем, связанных с поломкой или аномальным износом, по причине выполнения прошивки паза на станке с ЧПУ. Из результатов тестирования REV внутри нашей компании, вытекает, что режущее усилие при выполнении, например, шпоночного паза шириной 20 мм сравнимо с режущим усилием при выполнении обычного отверстия диаметром 14 мм.

Обработки, которые можно выполнять с помощью REV Broaching Tool, - это (что касается стандартных обработок) все обработки, связанные с прошивкой шпоночных пазов (одиночные или множественные с точным расположением, в цилиндрических или конических отверстиях, при наличии или отсутствии выходной канавки, со снятием фаски в основании 0,2 мм x 45° или без снятия фаски). С помощью специальных инструментов, кроме прочего, можно получать, например, валы отбора мощности, отверстия квадратного сечения, пятигранники и шестигранники, а также эвольвентные зубья. Минимальное отверстие для выполнения прошивки паза - 1 мм. Максимальная глубина обработки по стандарту - 200 мм. Когда необходимо выполнить шпоночные пазы крупного размера, необходимо разделить операцию на 2 этапа: первый - черновая выборка, при которой удаляется 50 % материала, второй - конечная отделка, при которой достигается необходимый размер паза. Таким образом инструмент не подвергается чрезмерным нагрузкам, одновременно улучшая точность обработки и поверхностную отделку. Обрабатываемые материалы - это:
• Высоколегированные стали, низколегированные стали, малоуглеродистые и нелегированные стали;
• Нержавеющая сталь, улучшенная сталь, чугун, AVP;
• Материалы, не содержащие железа. такие как алюминиевые и титановые сплавы;
• Медные, бронзовые сплавы и технополимеры.

Вставки для прошивки пазов и долбления выполнены из спечённого сплава с последующей термообработкой, который достигает твёрдости 72 HRC. Этот материал придаёт вставкам для прошивки пазов REV высокую прочность, что позволяет им выдерживать очень высокое давление, откуда вытекает возможность использовать во время обработки увеличение хода до 0,2 мм на стали и 0,3 мм на чугуне, не ломаясь. Это увеличение хода было бы невозможно, если бы вставки были выполнены из другого материала, как большинство тех, что на данный момент находятся в продаже. Кроме этого, вставки снаружи покрыты нитридом титана (TiN) для улучшения противозадирных и противоизносных характеристик. Вставки затачиваются, делая более узкими все их грани. Эта обработка обеспечивает отсутствие заеданий, которые в противном случае препятствовали бы резке перпендикулярно оси, на которой находится заготовка во время прошивки паза. Выступающая форма вставок позволяет выполнять многочисленные последующие заточки. Эти характеристики позволяют вставкам REV быть очень долговечными. Вставки доступны и готовы к поставке 27 размеров (с учётом размеров в мм и в дюймах), а для каждого размера существует 4 класса допуска (C11, D10, H7 e P6). Вставки, выраженные в миллиметрах, обозначение которых заканчивается на суффикс “SM”, снимают фаску 0.2x45° в точке пересечения отверстия со стенками прошитого паза, оставляя, таким образом, отверстие без заусенцев. Этот тип фаски возможен исключительно на пазах для шпонок UNI. Кроме того, мы производим специальные вставки по запросу клиентов. Используя стержни для заточки вставок REV, можно выполнять заточку при помощи обычного точильного круга. Стержень для заточки имеет удобную рукоятку и сделан так, что вставка выступает относительно стержня, что облегчает операцию заточки.