












Unsere Geschichte |
Unsere Arbeit |

Auf Basis der 18-jährigen Erfahrungen auf dem Gebiet der Mechanik von Herrn Paul Franchini, wurde unser 1998 Unternehmen F.P. Officina Meccanica gegründet, das sich seit vielen Jahren in Auftrag mit Schlitz- und Räumungstätigkeiten beschäftigt, in Bereichen wie Hydraulik, Automotive, Medizintechnik, Untersetzungsgetriebe, Getriebekonstruktion, Erdbewegungsmaschinen, etc.
Im Laufe der Zeit ist zu dieser Räum- und Schlitzaktivität die Tätigkeit der Abspanung und CNC-Fräsung von mechanischen Teilen dazu gekommen, an denen oft sogar interne Schlüsselnuten, Antriebe mit 6 Einstichen und Verzahnungen durchgeführt werden mussten. Die Realisierung dieser Verfahren auf den traditionellen Räummaschinen und Stoßmaschinen, erfordern nicht nur sehr viel Zeit für die verschiedenen Werkzeugbestückungen, sondern es gab auch sehr häufig Probleme beim Greifen des Werkteils und Schwierigkeiten, die nötige Präzision zu erhalten. Aus der Notwendigkeit, diese Probleme und Schwierigkeiten zu überwinden entstand die Idee, intern ein Werkzeug zu produzieren, das erlauben würde, die Räumung direkt auf der Drehmaschine oder dem CNC-Bearbeitungszentrum durchzuführen, ein Werkzeug, das dank einer langen Erfahrung in der Konstruktion mit dem CAD CAM ausgearbeitet werden könnte.
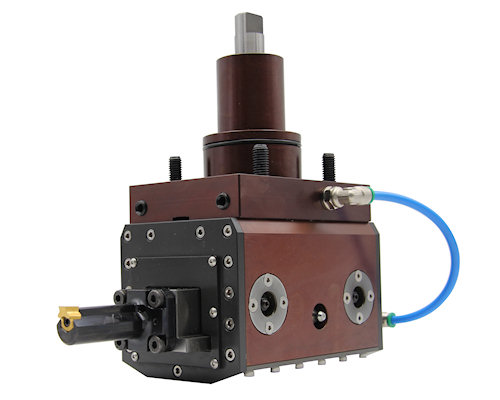
Es wurde somit das System zum Räumen der CNC- Maschinen "REV Broaching Tool" entwickelt, das nach Jahren der Planung und einer langen internen Testphase, dann in den Markt eingeführt und allen Unternehmen, die dieselben Probleme überwinden wollten, denen wir bei den Räumungs- und Stoßarbeiten begegnet sind, angeboten wurde. Das REV Broaching Tool ist zweifellos eine effektive Lösung für diese Probleme, da es die Durchführung der Prozesse des Räumen und Schlitzen direkt auf der CNC-Werkzeugmaschine (Drehmaschine, Bearbeitungszentrum, Fräsmaschine, etc.) erlaubt, ohne andere Maschinen ausstatten und ohne sich an Auftragnehmer wenden zu müssen, und darüber hinaus gewährleistet es ein exzellentes und immer perfekt in Toleranz liegendes Verarbeitungsergebnis. Wir haben auch herausgefunden, dass das REV Broaching Tool erfolgreich auf traditionellen Maschinen wie Stoß- und Formmaschinen verwendet werden können, wobei sie sich in Vielseitigkeit und Robustheit auszeichnen.
Alle Kunden, die unser Räumsystem REV Broaching Tool benutzt haben, sind bis jetzt bezüglich Bearbeitungsqualität und der hohen Kosten- und Zeiteinsparung sehr zufrieden damit, und die Zufriedenheit unserer Kunden ist unsere größte Befriedigung und Anregung, uns noch zu verbessern.
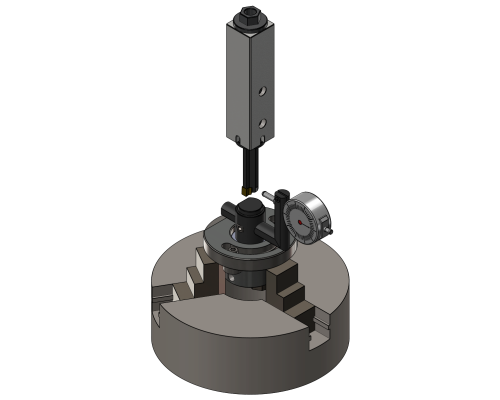
Das REV Broaching Tool erlaubt, direkt auf Drehmaschinen, Bearbeitungszentren oder CNC-Fräsmaschinen Arbeiten durchzuführen, die einen geraden Schnitt verlangen, wie Räumung von Passfedersitzen oder Schlüsselnutsitzen, Antriebe und innere Verzahnung, in sehr kurzer Zeit und bemerkenswerter Genauigkeit. Neben dem wichtigen Vorteil, das Teil für das Räumen oder Schlitzen nicht auf einer weiteren Maschine positionieren zu müssen, erlaubt das Werkzeug zudem, die korrekte Ausführung der Räumung, simultan zu anderen Arbeiten, zu kontrollieren. Verwendet auf Stoß- und Formmaschinen, verkörpert das REV Werkzeug einen ausgezeichneten Ersatz für traditionelle Werkzeuge, da es, dank des wiederverwendbaren Werkzeugkörpers und des austauschbaren Einsatzes viel vielseitiger ist. Der wesentliche Steifigkeit des REV Broaching Tool bewirkt, dass die Schneidkante des Einsatzes eine außergewöhnliche Haltbarkeit vorweist und die Räum- oder Schlitzverarbeitung optimal auf die Achse des Werkstücks ausgerichtet ist. Der Grad der Oberflächenbeschaffenheit der Verarbeitungsergebnisse ist sehr hoch. Diese Eigenschaften machen das REV System zu einem der effektivsten günstigen Systeme für mechanische Präzisionsarbeiten, die aktuell auf dem Markt zu finden sind. REV Broaching Tool ist in verschiedenen Größen erhältlich, die das gesamte Spektrum der Dimensionen der häufigsten Prozesse abdecken, und jede Einsatzgröße kann in verschiedenen Toleranzklassen auftreten. Spezielle Einsatzmaße oder besondere Werkzeugformen sind in sehr kurzer Zeit auf Anfrage des Kunden realisierbar.
Das REV Broaching Tool ist aus gehärtetem Werkzeugstahl. Der Teil, wo sich die Einlage befindet, ist 58/60 HRC gehärtet, und somit sehr beständig gegen Kompression und mit garantierter langer Lebensdauer des Werkzeugs. Im REV Broaching Tool sind Löcher von 3,5 mm für die Zwangsadduktion des Kühlmittels vorgesehen, das, zusätzlich zur Schmierung und Kühlung des Einsatzes, auch dazu dienen, aus dem Sackloch die Späne zu extrahieren, die durch die Räum- oder Stoßbearbeitung entstanden sind. Das Werkzeug ist in zwei Greifdurchmessern verfügbar (Durchmesser 25 und 32). Für jeden Greifdurchmesser werden zwei Werkzeuglinien realisiert: Standard- und lange Version (im Code mit "L" gekennzeichnet). Zudem produzieren wir mit höchster Flexibilität spezielle Werkzeuge auf Anfrage des Kunden. Das REV Broaching Tool unterscheidet sich zu den analogen Werkzeugen auf dem Markt durch das Vorhandensein einer patentierten Exzenterbuchse, die die Symmetriefehler komplett eliminiert. Diese Buchse wurde realisiert, um allen Drehmaschinen mit Y- Achse eine Durchführung der Arbeiten perfekte in der Achse bezüglich des Werkstückes zu erlauben. Das REV Broaching Tool garantiert eine geringe Wirkung auf die Lager der Werkzeugmaschine. Bis heute hat keiner der vielen Benutzer des REV Systems Bruch- oder ungewöhnliche Abnutzungsprobleme gemeldet, die der Räumung auf CNC zuzuschreiben wäre. Aus dem internen REV Test geht hervor, dass die Scherspannung für die Ausführung beispielsweise einer 20 mm breiten Schlüsselnut vergleichbar ist mit der Scherspannung, für eine gemeine Bohrung von 14 mm Durchmesser.

Die ausführbaren Arbeiten mit dem REV Broaching Tool sind, standardmäßig, alle diejenigen, die Räumung der Passfedern oder Schlüsselnuten (einzelne oder mehrere phasengleiche, auf Zylinder- oder Kegelbohrungen, in An- oder Abwesenheit von Ablasshälsen, mit oder ohne Fase auf Basis von 0,2mm x 45°) betreffen. Mit speziellen Werkzeugen können zudem Antriebe, quadratische, fünfeckige oder sechseckige Bohrungen und Evolventenverzahnungen realisiert werden. Die kleinste Bohrung zum Räumen beträgt 1 mm. Die max. Tiefe der Räumarbeit ist standardmäßig 200 mm. Wenn Sitze für große Schlüsselnuten ausgeführt werden sollen, sollte der Vorgang in zwei Phasen aufgeteilt werden: eine der Rohbearbeitung, bei der circa 50% des Materials entfernt wird, und eine Nachbearbeitung, bei der die gewünschte Dimension erreicht wird. Auf diese Weise vermeidet man übermäßigen Stresseinfluss auf das Werkzeug, während gleichzeitig die Präzision und Oberflächenbearbeitung verbessert werden. die bearbeitbaren Materialien sind:
• Stark legierter, niedrig legierter, kohlenstoffarmer und nicht legierter Stahl;
• Edelstahl, Vergütungsstahl, Gusseisen, AVP;
• NE-Materialien wie Aluminium- und Titanlegierungen;
• Legierungen aus Kupfer, Bronze und technischen Kunststoffen.

Die Einsätze zum Räumen und Schlitzen bestehen aus einer Sinterlegierung, die nach der Wärmebehandlung eine Härte von 72 HRC erreicht. Dieses Material verleiht den Räumeinsätzen REV eine hohe Zähigkeit und erlaubt ihnen, hohem Druck widerstehen zu können, mit der daraus folgenden Möglichkeit, während der Bearbeitung Steigerungen von bis zu 0,2 mm auf Stahl und 0,3 mm auf Gusseisen ohne Bruch auszuüben. Diese Steigerungen wären mit Einsätzen aus anderem Material, wie aktuell größtenteils auf dem Markt erhältlich, nicht möglich. Die Einsätze werden aber zudem einer Behandlung der Oberflächenbeschichtung mit TiN mit Antiverschleiß- und Antifestsetzungseigenschaften unterzogen. Die Einsätze werden geschärft, indem all ihre Flanken abgeschrägt werden. Diese Bearbeitung eliminiert alle Weichen, die den Schnitt senkrecht zur Bezugsachse des Teils während des Räumens verhindern würden. Die abstehende Form der Einsätze erlaubt eine hohe Schleifanzahl. All diese Eigenschaften machen die ausgezeichnete Haltbarkeit der REV Einsätze aus. Die Einsätze sind in 27 Größen sofort lieferbar (unter Berücksichtigung sei es der in Millimeter als auch der in Zoll) und für alle Größen in 4 Toleranzklassen (C11, D10, H7 und P6). Die Einsätze in Millimetern, deren Abkürzung mit "SM" endet, führen eine Fase von 0.2x45° am Schnittpunkt zwischen der Bohrung und den Wänden der geräumten Rille durchgeführt, um so eine komplett gratfreie Bohrung zu erhalten. Dieser Fasentyp kann nur auf UNI Schlüsselnuten ausgeführt werden. Wir produzieren außerdem auch Spezialeinsätze auf Anfrage des Kunden. Durch die Benutzung der Nachschleifer für REV Einsätze, können die Nachschleifungen auf einem einfachen Schleifstein ausgeführt werden. Der Nachschleifer hat einen bequemen Griff und ermöglicht es, den Einsatz aus dem Schaft vorstehen zu lassen, was den Vorgang erleichtert.