












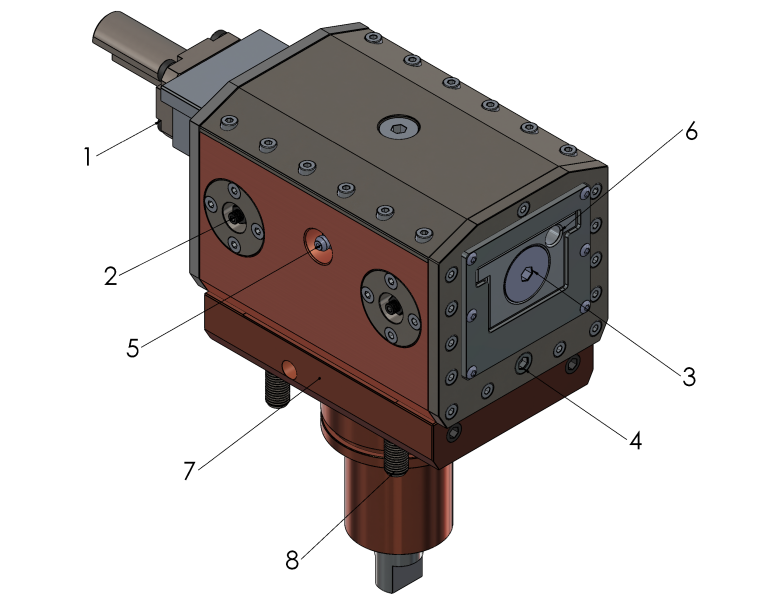
1) Vis de fixation outil
Les vis de fixation outil doivent être légèrement desserrées avant d’effectuer l’éventuelle correction des erreurs de symétrie. Avant de reprendre le travail, s’assurer d’avoir resserrer les vis de fixation outil.
2) Vis de réglage lardons
Après une longue utilisation du mortaiseur, il sera nécessaire d'éliminer les jeux potentiels qui se seraient créés dans l'instrument. Procéder en dévissant l'écrou hexagonal, visser la vis centrale et enfin resserrer l'écrou hexagonal. Effectuer cette opération sur les quatre lardons du mortaiseur.
3) Goujon de réglage axe Y
Il sert à corriger toute erreur symétrique entre le trou et l'usinage que nous réalisons. Après avoir desserré les vis de fixation outil 1, tourner le goujon de réglage de l'axe Y dans le sens des aiguilles d'une montre ou dans le sens inverse pour déplacer l'outil le long de l'axe Y. Le champ de réglage est de +/- 0, 5, largement suffisant pour corriger toutes les erreurs symétriques sur les tours qui ne disposent pas d'axe Y.
4) Vis de réglage angle de coupe
Cette vis sert à corriger les erreurs de conicité dues aux flexions mécaniques. En agissant dans le sens des aiguilles d'une montre ou dans le sens inverse, il est possible de changer l'angle de coupe d'environ +/- 3°. Cette plage est suffisante pour corriger toutes les éventuelles erreurs de conicité.
5) Graisseurs
Ces deux graisseurs sont encastrés dans la structure externe du mortaiseur motorisé et servent à y introduire la graisse après environ 10 heures d'utilisation, à entendre comme temps d'utilisation effectif de l'instrument (voir l'exemple de calcul graissage).
6) Trou fileté pour adduction interne 3/8” gaz
Tous les outils disposent de trous pour le passage du liquide de refroidissement. L'adduction interne est plus conseillée que l'adduction externe et permet de diriger le lubrifiant dans la zone de coupe.
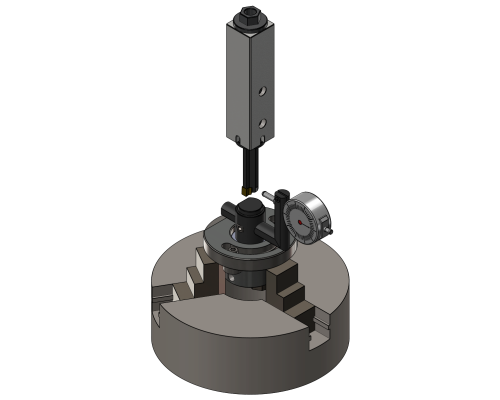
7) Zone d’alignement
C'est la zone à utiliser pour le contrôle à travers le comparateur.
8) Boulons de fixation du mortaiseur à la tourelle porte-outils du tour
Ce sont les boulons avec lesquels le mortaiseur est fixé à la tourelle porte-outils du tour.
PREMIÈRE UTILISATION
Monter le mortaiseur sur le tour. Desserrer légèrement les boulons de fixation 8 puis aligner le mortaiseur à l’aide d’un comparateur. Ce dernier doit être posé sur la zone d'alignement 7. Une fois le mortaiseur parfaitement aligné, resserrer les boulons de fixation 8 et actionner le mortaiseur à 150 mouvements par minute pendant environ 10 minutes. Graisser la glissière en mouvement avec de l'huile pour guides couramment utilisée. Cela servira à assouplir les joints et à roder le mortaiseur avant utilisation.
GRAISSAGE
Pour préserver la mécanique, il est conseillé de graisser le mortaiseur toutes les 10 heures d'utilisation, à entendre comme utilisation effective (voir l'exemple de calcul pour graissage).
Utiliser de préférence Persian Poligrease EP 1.
Afin d’introduire la juste quantité de graisse, il faut procéder en respectant les passages suivants:
- Dévisser le bouchon qui se trouve sur le couvercle du motorisé;
- Commencer à introduire la graisse en utilisant les graisseurs appropriés;
- Arrêter l’introduction de la graisse quand la graisse sort du trou;
- Revisser le bouchon et recommencer à utiliser l’outil.
Exemple de calcul pour graissage
Si pour produire une pièce, 2 minutes sont nécessaires et pour réaliser uniquement le logement pour
languette, il faut 10 secondes, graisser après environ 3600 pièces.
ENTRETIEN
Après une longue période d'utilisation (environ 1 000 heures), il sera nécessaire de soumettre le mortaiseur à une intervention d’entretien, en remplaçant les pièces soumises à l'usure telles que les roulements, les joints, etc.
USINAGES INTERNES/EXTERNES
Ce mortaiseur motorisé est capable d'effectuer des usinages internes ou externes.
Il suffira d'inverser le sens de rotation du motorisé comme suit :
commande M03 = usinage interne
commande M04 = usinage externe.
Selon qu'il s'agisse d'un usinage interne ou externe, l'instrument doit être fixé en orientant l'insert dans le sens de la coupe.
DÉTACHEMENT EN PHASE DE RETOUR
Pendant la phase de retour, l'outil se détache de la surface usinée de 0,25 mm. Ce mouvement est indispensable pour préserver l'intégrité de l'insert.