
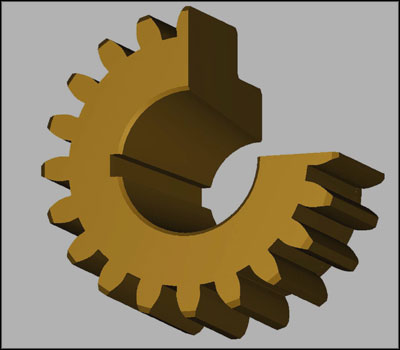
La figure ci-dessus représente l'exemple d'un brochage réalisé avec le REV BROACHING TOOL dans un engrenage avec trou conique. Le brochage de la clavette suit le profil du trou conique et s'avère donc décalé par rapport à l'axe horizontal de la pièce. Il s'agit d'un usinage très difficile à réaliser avec les machines à brocher ou les mortaiseuses traditionnelles, mais il est en revanche très simple et rapide à réaliser avec le REV BROACHING TOOL sur les tours ou les centres d'usinage à CN. L'exécution d'un biseau de 0,2 x 45° sur les angles de la clavette à l'intérieur du trou conique permet d'obtenir une pièce entièrement libre d'ébarbures. Notre entreprise peut fournir des programmes spécifiques pour chaque machine à CN actuellement sur le marché.
EXEMPLE DE PROGRAMMATION :
Les valeurs à modifier sont en rouge
O1000 (RAPPEL MACRO O1000)
#1=0 (0=USINAGE INT 1=USINAGE EXT)
#2=0707 (NUMÉRO DE L'OUTIL - ATTENTION : NE PAS SAISIR T AVANT 0707)
#3=15,0 (DISTANCE DE DÉBUT D'USINAGE AXE Z)
#4=0,2 (DISTANCE DE DÉBUT D'USINAGE AXE X)
#5=25 (DIAMÈTRE DU TROU OU ARBRE)
#6=8 (LARGEUR DE LA PLAQUETTE)
#7=3,3 (PROFONDEUR D'USINAGE SUR LE RAYON AXE X)
#8=30 (LONGUEUR USINAGE AXE Z)
#9=6000 (VITESSE DE COUPE EN MILLIMÈTRES PAR MINUTE)
#10=0,05 (AUGMENTATION DE PASSE)
#11=0 (ERREUR CONICITÉ ADMISSIBLE MAX. 0,25 SUR RAYON)
#12=90 (ANGLE DE SORTIE 90° / 45°)
#13=2 (NOMBRE DE FINITIONS À ZÉRO)
#14=1 (NOMBRE D'USINAGES)
#15=0 (ANGLE C AVANT USINAGE)
#16=0 (ANGLE ENTRE LES USINAGES)
#17=1 (CODE G RETOUR 0= RAPIDE- 1=USINAGE)
#18=6000 (AVANCE RETOUR AXE Z ACTIF UNIQUEMENT SI #17=1)
#19=5 (ANGLE D'USINAGE 0=CYLINDRIQUE / AVEC VALEUR=CONIQUE)
#20=5 (ANGLE HÉLICE ± INTERPOLÉ AVEC AXE C)
#21=0 (DIAMÈTRE PRIMITIF DE LA DENTURE SPIRAL)
#22=35 (CODE M ACTIVATION AXE C)
#23=34 (CODE M DÉSACTIVATION AXE C)
#24=90 (CODE M DÉBLOCAGE DU FREIN C)
#25=89 (CODE M BLOCAGE DU FREIN C)
#26=8 (RÉFRIGÉRANT 8=ON 0=OFF)
#27=1 (FREIN 0=NON 1=OUI)
M98P8000 (RAPPEL MACRO)
(M99=RETOUR AU PROGRAMME PRINCIPAL)
OU (M30=FIN DU PROGRAMME)