

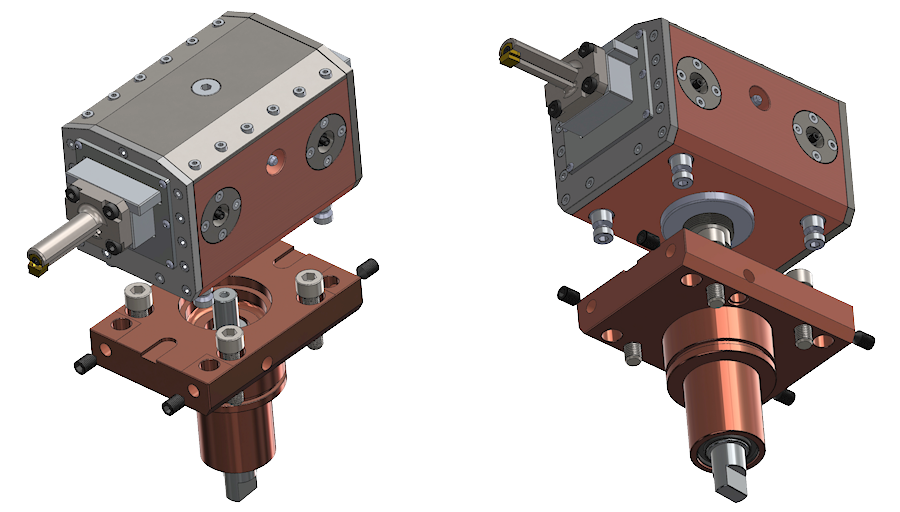





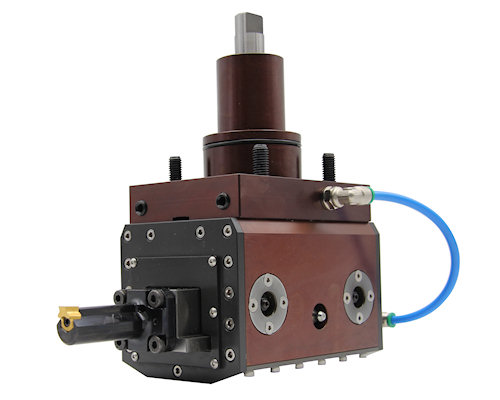





Schwerpunkt des REV Systems für CNC- Drehmaschinen ist die Exzenterbuchse, patentiert von F.P. Officina Meccanica (Patent n° 1.394.481), die allen Drehmaschinen ohne Y- Achse erlaubt, Räum- und Schlitzarbeiten perfekt in Linie zur Achse bezüglich des Teils auszuführen. Sie wird aus Werkzeugstahl gefertigt und anschließend gehärtet und geschliffen. Die Buchse wird in verschiedenen Größen gefertigt, die die Verwendung auf allen am Markt erhältlichen Maschinen ermöglicht.
Das Räumen ist ein Vorgang, der fast immer perfekt im Zentrum des Teils ablaufen muss, mit einer Fehlerspanne von wenigen Hundertstel Millimeter, aber durch die mechanische Kopplung tritt häufig eine Fehlersymmetrie zwischen dem angebrachten Werkzeug und dem Zentrum des Teils auf.
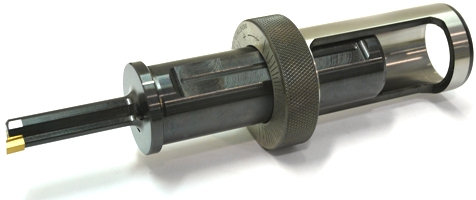
Die Exzenterbuchse REV erlaubt eine zentesimale Verschiebung des Werkzeugs mittels einer Drehbewegung derselben von max. 0,5 in Y + und 0,5 in Y-. Dieser Einstellbereich ist völlig ausreichend, um alle Symmetriefehler zu entfernen. Auf der Vorderseite der Buchse ist eine Skala eingraviert, wo jede Kerbe einer Verschiebung von 0,03 mm entspricht. Nach dem Räumen des ersten Teils, falls ein Fehler auftritt, wird die Einstellung der Buchse, in eine Richtung oder die andere, durchgeführt, um diesen zu beseitigen. Die Exzenterbuchse ist nur notwendig, wenn die CNC- Drehmaschine über keine Y- Achse verfügt. Wenn die Drehmaschine hingegen über jene Achse verfügt, muss die Exzenterbuchse nicht angebracht werden, und es werden die Funktionen des CNC für die exakte Positionierung verwendet.
Das REV Broaching Tool System ist sehr flexibel und ermöglicht die Ausführung einer Reihe von internen Profilen, indem einfach der Einsatz ausgewechselt wird. Die verfügbare Trennfunktion der CNC- Drehmaschinen benutzend, kann man quadratische und sechskantige Profile oder innere Verzahnungen ausführen.
1. Den Einsatz im Werkzeugsitz unterbringen und durch das Anschrauben der Torx- Schraube mit dem Schraubenzieher befestigen;
2. Das Werkzeug ins Innere der Exzenterbuchse einfügen und die weiße, auf dem Kragen des Werkzeugs gravierte Einkerbung auf der Vorderseite der Buchse auf 0 richten; dann die Fixierschraube anbringen, um das Werkzeug mit der Buchse zu blockieren;
3. Die Gruppe, bestehend aus Buchse und Werkzeug, ins Innere der Bohrstangenhalterung der Drehmaschine einfügen, die Kugelendschraube im Inneren der Zentriervertiefung auf dem Schaftgriff des Werkzeugs befestigen, dabei darauf achten, das Werkzeug nicht komplett zu blockieren und am Ende die zwei Madenschrauben mit flacher Spitze anschrauben.
NÜTZLICHE TIPPS FÜR DEN EINSATZ AUF DREHMASCHINE
Um eine gleichmäßige Drehung der Exzenterbuchse REV während Korrekturphase der Symmetriefehler zu erhalten, empfehlen wir dem Benutzer, die Buchse zu schmieren, wenn er das Werkzeug abringt.
Falls ein Symmetriefehler auf dem Werkstück festgestellt wird, und eine Korrektur mittels Rotation der Exzenterbuchse vorgenommen werden muss, empfehlen wir, vorher die Schrauben (10) und (11), und dann die Schraube (8) zu lockern. Nachdem die Korrektur vorgenommen wurde, zuerst die Schraube (8), und dann die Schrauben (10) und (11) wieder anziehen.
Auch wenn nicht unerlässlich, wird trotzdem empfohlen, (mit höchstmöglicher Präzision), eine der Gewindebohrungen auf dem Bohrstangenhalter zu erweitern, um eine größere Madenschraube mit abgeflachter Spitze (10) einzufügen und so eine größere Ablageoberfläche garantieren zu können, und damit eine perfekte Positionierung des Werkzeugs. Es wird besonders die Verwendung einer Schraube von 16 mm oder größer empfohlen.
Wir empfehlen zu kontrollieren, dass alle Schraubenoberflächen, die zum Fixieren des Werkzeugs dienen, perfekt flach sind und keine Beschädigung oder Verformung aufweisen. Falls dem nicht so ist, die Schrauben sofort austauschen.
Bei der Montage muss die Schraube mit Kugelende (9) ganz eingeschraubt werden, ohne Kraftanwendung, und dann mit zwei Drehungen abgeschraubt werden, damit die Feder im Werkzeug geladen bleibt. Diese Schraube braucht man in der Tat nicht, um das Werkzeug zu fixieren, sondern einzig, um es während der Rotation der Exzenterbuchse in Position zu halten.
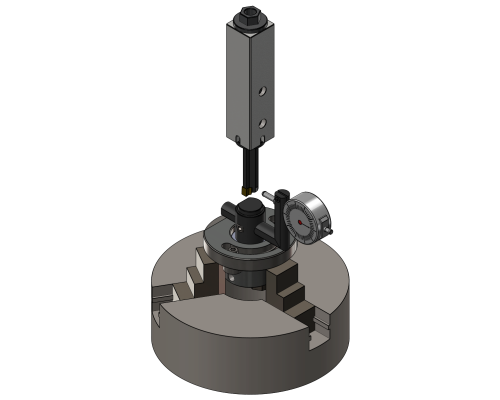
SYMMETRIEKONTROLLE DER SITZE FÜR SCHLÜSSELNUTEN
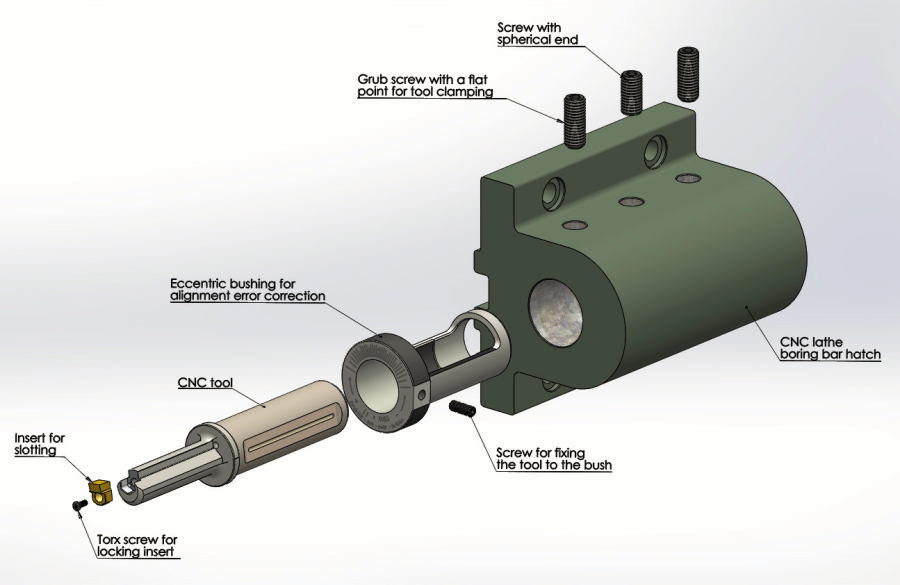
Nach der Ausführung der ersten Schlüsselnut ist eine der Möglichkeiten zur Kontrolle der Symmetrie das Einschieben eines Johansson- Endmaß, ohne Spiel, ins Innere eines realisierten Sitzes um dann mit einer Lehre vom Ende des Durchmessers bis zur Wand des Johansson- Endmaß zu messen.
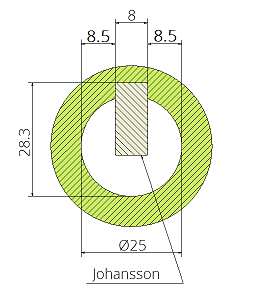 Abbildung 1 |
 Abbildung 2 |
Im aufgeführten Beispiel der Abb. 1 erscheint der erfasste Wert von 08.50 mm korrekt, während in dem in Abb. 2 aufgeführten der erfasste Wert auf einer Seite 8.35 mm und auf der anderen 8.65 mm ergibt. Es ist also ein Symmetriefehler von 0,15 mm vorhanden, der korrigiert werden muss.
DIE KORREKTUR DER SYMMETREIFEHLER MIT DER REV BUCHSE
Im Falle eines aufscheinenden Symmetriefehlers, der korrigiert werden muss, wie folgt vorgehen:
1. Nach dem Lockern der Madenschrauben mit abgeflachter Spitze, die das Werkzeug im Inneren des Bohrstangenhalters fixieren, und der radial im Kragen der Exzenterbuchse positionierten Madenschraube, die Exzenterbuchse in die entgegengesetzte Richtung des Fehlers drehen; sie dient praktisch als Y- Achse, die das Gerät auf Y+ und Y- bewegt; jede Einkerbung auf der Buchse entspricht 0,03 mm;
2. Zuerst die radial im Kragen der Buchse positionierte Fixiermadenschraube und dann alle anderen Schrauben des Bohrstangenhalters anziehen. Es wird nahegelegt, sich immer an die empfohlenen Parameter und Hinweise zu halten. Im seitlichen Beispiel würde zur Korrektur des Symmetriefehlers eine Rotation der Exzenterbuchse um fünf Einkerbungen notwendig gewesen sein.