

Super User
DENTATURA CONICA SPIROIDALE

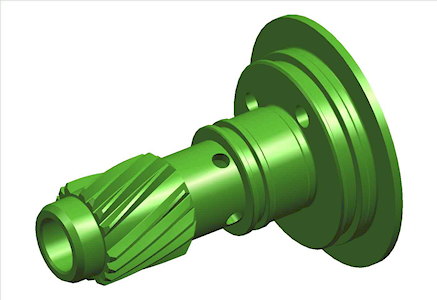
Nella figura viene mostrato un esempio di dentatura spiroidale. Questa operazione è realizzata con l'utensile per brocciatura REV BROACHING TOOL. Si tratta di un pezzo speciale per il quale si provvede a profilare un inserto speciale ad hoc. La soluzione consigliabile è di eseguire, poi, uno smusso di 0.2x45° nel punto di intersezione fra il diametro del foro e la sede del dente così da rendere il pezzo completamente privo di bave. La lavorazione di brocciatura con il REV BROACHING TOOL risulta essere perfettamente in centro al pezzo ed, essendo eseguita direttamente sul tornio, consente di ridurre moltissimo i tempi di produzione. Per questo tipo di lavorazione, la programmazione realizzata direttamente sul CNC risulterebbe estremamente complessa, ma utilizzando il programma offerto dalla nostra Azienda si rivela estremamente semplice.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziati in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=1 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE-ATTENZIONE:NON INSERIRE T PRIMA DEL 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z DAL PEZZO )
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X DAL DIAMETRO DEL PEZZO INT. O EST.)
#5=32 (DIAMETRO DEL FORO O ALBERO)
#6=0,5 (LARGHEZZA INSERTO)
#7=2,0 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=35 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA )
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=18 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=20 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1 )
#19=10 (ANGOLO DI LAVORO DELLA DENTATURA SPIRAL 0=CILINDRICO/CON VALORE=CONICO)
#20=30 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#21=15 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8= ACCESO 0= SPENTO)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 ( RICHIAMO MACRO )
(M99=RITORNO PROGRAMMA PRINCIPALE) OPPURE (M30=FINE PROGRAMMA)
DENTATURA ESTERNA SENZA GOLA DI SCARICO

In questo esempio viene mostrata l'esecuzione di una dentatura esterna con l'utensile per brocciatura REV BROACHING TOOL.
Per realizzare la suddetta lavorazione si è utilizzato l'utensile adibito a lavorazioni interne ma ruotato di 180°.
Anche per questa lavorazione la nostra Azienda mette a disposizione dei suoi clienti programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
Con il programma da noi fornito la lavorazione risulterà estremamente semplice ed efficace.
Evidenziati in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=1 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE-ATTENZIONE:NON INSERIRE LA LETTERA T PRIMA DEL 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=42 (DIAMETRO DEL FORO O ALBERO)
#6=0,5 (LARGHEZZA INSERTO)
#7=2,30 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=25 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA )
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=23 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=15,6521 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1 )
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO )
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C )
#23=34 (CODICE M DISATTIVAZIONE ASSE C )
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ACCESO 0=SPENTO)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 ( RICHIAMO MACRO )
(M99 = RITORNO PROGRAMMA PRINCIPALE ) OPPURE ( M30 = FINE PROGRAMMA )
DENTATURA INTERNA SENZA GOLA DI SCARICO

Nel particolare mostrato in figura è stata eseguita una dentatura interna (modulo 2.5 Z=20) utilizzando l'utensile per brocciatura REV BROACHING TOOL. La lavorazione risulta semplice non solo nella esecuzione, ma anche nella programmazione. Per la dentatura interna senza gola di scarico la nostra Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE: NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=23 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=15.6521 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO- 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17=1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
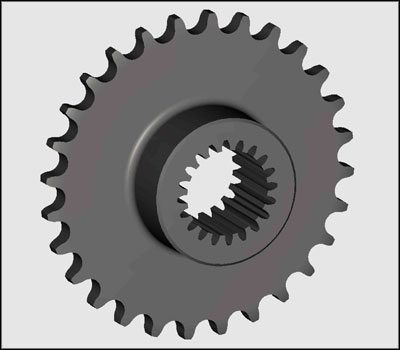
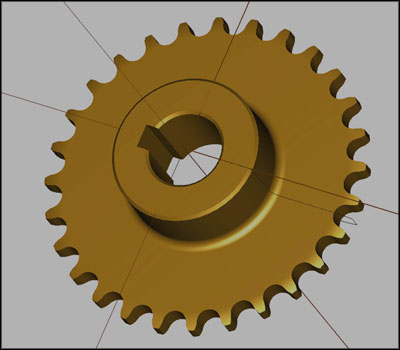
DOPPIA SEDE DI CHIAVETTA CON FASATURA


Nella figura è mostrato l'esempio di un pignone a catena in cui sono state brocciate due chiavette a 90°. Le sedi per chiavetta possono essere realizzate con uno smusso di 0.2x45° nel punto di intersezione tra il foro e la sede chiavetta in modo da ottenere una brocciatura priva di bave. Anche in questo caso, con il REV BROACHING TOOL si ha il vantaggio di non dover movimentare il pezzo, riducendo molto i tempi di produzione. L'attrezzaggio macchina è, inoltre, molto più veloce rispetto alle macchine brocciatrici e stozzatrici tradizionali. Infine, con il REV BROACHING TOOL, una volta effettuato il primo controllo della simmetria della chiavetta, tutte le chiavette realizzate successivamente sono perfettamente simmetriche rispetto al piano diametrale del foro, cosa invece molto difficile da ottenere quando le lavorazioni di tornitura e di brocciatura vengono eseguite su macchine diverse, a causa dell'errore di presa che inevitabilmente si genera movimentando il pezzo.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE:NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=2 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=90 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO- 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17=1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C )
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
CHIAVETTA CIECA SENZA GOLA DI SCARICO

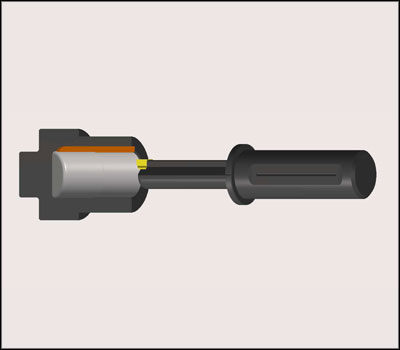
Come mostra la figura con l'utensile per brocciatura REV BROACHING TOOL è possibile ricavare una chiavetta all'interno di un pezzo anche in assenza di gole di scarico. La brocciatura senza gole di scarico riduce sensibilmente il tempo-pezzo. Questo tipo di lavorazione viene utilizzato quando vi sono difficoltà ad eseguire le gole di scarico all'interno del pezzo oppure quando l'esecuzione di una gola di scarico rischia di indebolirne la struttura.
Per la brocciatura della chiavetta in assenza di gole di scarico la ns. Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE -ATTENZIONE: NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=45 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=1 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=0 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO- 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE) OPPURE (M30=FINE PROGRAMMA)
CHIAVETTA SU FORO CONICO

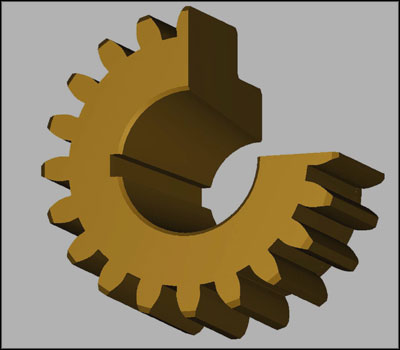
Nell’immagine sopra riportata è mostrato un esempio di brocciatura eseguita con il REV BROACHING TOOL all’interno di un ingranaggio con foro conico. La brocciatura della chiavetta segue il profilo del foro conico e, pertanto, risulta essere angolare rispetto all’asse orizzontale del pezzo. Si tratta di una lavorazione molto difficile da realizzare con le macchine brocciatrici o stozzatrici tradizionali ma, al contrario, molto semplice e rapida da realizzare con il REV BROACHING TOOL su torni o centri di lavoro CNC. L’esecuzione di uno smusso di 0.2 x 45° sugli angoli della chiavetta all'interno del foro conico consente di ottenere un pezzo completamente privo di bave. La nostra Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE: NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=1 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=0 (ANGOLO FRA LE LAVORAZIONI)
#17=1 (CODICE G RITORNO 0= RAPIDO- 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17=1)
#19=5 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=5 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
CHIAVETTA CON GOLA DI SCARICO

L'esempio riportato nella figura è relativo alla brocciatura di una chiavetta su un pignone a catena, eseguita con il REV BROACHING TOOL. Per ottenere una brocciatura priva di bave si esegue la chiavetta con uno smusso di 0.2 x 45° negli angoli adiacenti al foro diam. 25 H7. L'utilizzo del REV BROACHING TOOL permette di evitare di movimentare il pezzo, riducendo molto i tempi di lavorazione, e consente un attrezzaggio-macchina molto più veloce rispetto alle macchine brocciatrici e stozzatrici tradizionali. Con il REV BROACHING TOOL, inoltre, una volta effettuato il primo controllo della simmetria della chiavetta, tutte le chiavette realizzate saranno perfettamente simmetriche rispetto al piano diametrale del foro, cosa invece molto difficile da ottenere quando le lavorazioni di tornitura e di brocciatura vengono eseguite su macchine diverse, a causa dell'errore di presa che inevitabilmente si genera.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE -INT 1=LAVORAZIONE -EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE: NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=1 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=0 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO- 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17=1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 ( DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
BOCCOLE PER CHIAVETTA - MISURE METRICHE

Le boccole per chiavetta permettono all’operatore di utilizzare singole brocce per chiavetta su una varietà di misure di foro.
Sia le boccole che le brocce sono contraddistinte da una lettera che indica lo spessore dell’apertura della boccola e della broccia per chiavetta.
Per un uso appropriato occorre utilizzare le boccole segnalate dalla stessa lettera della broccia che si sta usando.
Per esempio: boccole tipo A con brocce tipo A, boccole tipo B con brocce tipo B, etc., ….
E’ possibile realizzare boccole speciali a richiesta del cliente.
Boccole tipo A per brocce tipo A
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Flangiate |
|
6 mm |
29 mm |
|
|
8 mm |
29 mm |
|
|
10 mm |
29 mm |
|
|
12 mm |
29 mm |
|
|
15 mm |
29 mm |
Boccole tipo B1 per brocce tipo B1
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Flangiate |
|
12 mm |
43 mm |
|
|
14 mm |
43 mm |
|
|
15 mm |
43 mm |
|
|
16 mm |
43 mm |
|
|
17 mm |
43 mm |
|
|
18 mm |
43 mm |
|
|
19 mm |
43 mm |
Boccole tipo C per brocce tipo C
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Flangiate |
|
18 mm |
64 mm |
|
|
19 mm |
64 mm |
|
|
20 mm |
64 mm |
|
|
22 mm |
64 mm |
|
|
24 mm |
64 mm |
|
|
25 mm |
64 mm |
|
|
26 mm |
64 mm |
|
|
28 mm |
64 mm |
|
|
30 mm |
64 mm |
|
|
32 mm |
64 mm |
|
|
34 mm |
64 mm |
|
|
35 mm |
64 mm |
|
|
36 mm |
64 mm |
Boccole tipo D per brocce tipo D
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Piane |
|
32 mm |
102 mm |
|
|
34 mm |
102 mm |
|
|
35 mm |
102 mm |
|
|
36 mm |
102 mm |
|
|
38 mm |
102 mm |
|
|
40 mm |
102 mm |
|
|
42 mm |
102 mm |
|
|
44 mm |
102 mm |
|
|
45 mm |
127 mm |
|
|
46 mm |
127 mm |
|
|
48 mm |
127 mm |
|
|
50 mm |
127 mm |
|
|
52 mm |
127 mm |
|
|
54 mm |
127 mm |
|
|
56 mm |
127 mm |
Boccole tipo E per brocce tipo E
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Piane |
|
52 mm |
127 mm |
|
|
54 mm |
127 mm |
|
|
55 mm |
127 mm |
|
|
56 mm |
127 mm |
|
|
58 mm |
127 mm |
|
|
60 mm |
152 mm |
|
|
62 mm |
152 mm |
|
|
63 mm |
152 mm |
|
|
64 mm |
152 mm |
|
|
65 mm |
152 mm |
|
|
66 mm |
152 mm |
|
|
68 mm |
152 mm |
|
|
70 mm |
152 mm |
|
|
72 mm |
152 mm |
Boccole tipo F per brocce tipo F
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
Piane |
|
70 mm |
152 mm |
|
|
75 mm |
152 mm |
|
|
80 mm |
152 mm |
|
|
85 mm |
152 mm |
|
|
90 mm |
152 mm |
|
|
95 mm |
152 mm |
|
|
100 mm |
152 mm |
|
|
105 mm |
152 mm |
|
|
110 mm |
152 mm |
|
|
115 mm |
152 mm |
|
|
120 mm |
152 mm |
Le boccole indicate con il colore rosso sono considerate speciali e quindi sono disponibili solo su specifica richiesta del cliente.
BOCCOLE PER CHIAVETTA - MISURE IN POLLICI

Le boccole per chiavetta permettono all’operatore di utilizzare singole brocce per chiavetta su una varietà di misure di foro.
Sia le boccole che le brocce sono contraddistinte da una lettera che indica lo spessore dell’apertura della boccola e della broccia per chiavetta.
Per un uso appropriato occorre utilizzare le boccole segnalate dalla stessa lettera della broccia che si sta usando.
Per esempio: boccole tipo A con brocce tipo A, boccole tipo B con brocce tipo B, etc., ….
E’ possibile realizzare boccole speciali a richiesta del cliente.
Boccole tipo A per brocce tipo A
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
1/4" |
29 mm |
|
|
5/16” |
29 mm |
Flangiate |
|
3/8” |
29 mm |
|
|
7/16” |
29 mm |
|
|
1/2” |
29 mm |
Boccole tipo B per brocce tipo B
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
1/2” |
43 mm |
|
|
9/16” |
43 mm |
|
|
5/8” |
43 mm |
Flangiate |
|
11/16” |
43 mm |
|
|
3/4” |
43 mm |
|
|
13/16” |
43 mm |
|
|
7/8” |
43 mm |
Boccole tipo C per brocce tipo C
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
¾” |
63 mm |
|
|
13/16” |
63 mm |
|
|
7/8” |
63 mm |
|
|
15/16” |
63 mm |
|
|
1” |
63 mm |
|
|
1” 1/16 |
63 mm |
Flangiate |
|
1”1/8 |
63 mm |
|
|
1”3/16 |
63 mm |
|
|
1”1/4 |
63 mm |
|
|
1”5/16 |
63 mm |
|
|
1”3/8 |
63 mm |
|
|
1”7/16 |
63 mm |
|
|
1”1/2 |
63 mm |
|
|
1”9/16 |
63 mm |
Boccole tipo D per brocce tipo D
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
1”7/16 |
102 mm |
|
|
1”1/2 |
102 mm |
|
|
1”9/16 |
102 mm |
|
|
1”5/8 |
102 mm |
|
|
1”11/16 |
102 mm |
|
|
1”3/4 |
102 mm |
|
|
1”13/16 |
127 mm |
|
|
1”7/8 |
127 mm |
|
|
1”15/16 |
127 mm |
|
|
2” |
127 mm |
Piane |
|
2”1/16 |
127 mm |
|
|
2”1/8 |
127 mm |
|
|
2”3/16 |
127 mm |
|
|
2”1/4 |
127 mm |
|
|
2”5/16 |
127 mm |
|
|
2”3/8 |
152 mm |
|
|
2”7/16 |
152 mm |
|
|
2”1/2 |
152 mm |
|
|
2”9/16 |
152 mm |
|
|
2”5/8 |
152 mm |
|
|
2”11/16 |
152 mm |
|
|
2”3/4 |
152 mm |
|
|
2”13/16 |
152 mm |
|
|
2”7/8 |
152 mm |
|
|
2”15/16 |
152 mm |
|
|
3” |
152 mm |
Boccole tipo E per brocce tipo E
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
2”5/16 |
152 mm |
|
|
2”3/8 |
152 mm |
|
|
2”7/16 |
152 mm |
|
|
2”1/2 |
152 mm |
|
|
2”9/16 |
152 mm |
|
|
2”5/8 |
152 mm |
|
|
2”11/16 |
152 mm |
|
|
2”3/4 |
152 mm |
|
|
2”13/16 |
152 mm |
|
|
2”7/8 |
152 mm |
Piane |
|
2”15/16 |
152 mm |
|
|
3” |
152 mm |
|
|
3”1/16 |
152 mm |
|
|
3”1/8 |
152 mm |
|
|
3”3/16 |
152 mm |
|
|
3”1/4 |
152 mm |
|
|
3”5/16 |
152 mm |
|
|
3”3/8 |
152 mm |
|
|
3”7/16 |
152 mm |
|
|
3”1/2 |
152 mm |
|
|
3”9/16 |
152 mm |
|
|
3”5/8 |
152 mm |
|
|
3”11/16 |
152 mm |
|
|
3”3/4 |
152 mm |
|
|
3”13/16 |
152 mm |
|
|
3”7/8 |
152 mm |
|
|
3”15/16 |
152 mm |
|
|
4” |
152 mm |
Boccole tipo F per brocce tipo F
|
DIAMETRO BOCCOLA |
LUNGHEZZA |
|
|
3”1/16 |
152 mm |
|
|
3”1/8 |
152 mm |
|
|
3”3/16 |
152 mm |
|
|
3”1/4 |
152 mm |
|
|
3”5/16 |
152 mm |
|
|
3”3/8 |
152 mm |
|
|
3”7/16 |
152 mm |
|
|
3”1/2 |
152 mm |
|
|
3”9/16 |
152 mm |
|
|
3”5/8 |
152 mm |
|
|
3”11/16 |
152 mm |
|
|
3”3/4 |
152 mm |
|
|
3”13/16 |
152 mm |
|
|
3”7/8 |
152 mm |
Piane |
|
3”15/16 |
152 mm |
|
|
4” |
152 mm |
|
|
4”1/16 |
152 mm |
|
|
4”1/8 |
152 mm |
|
|
4”3/16 |
152 mm |
|
|
4”1/4 |
152 mm |
|
|
4”5/16 |
152 mm |
|
|
4”3/8 |
152 mm |
|
|
4”7/16 |
152 mm |
|
|
4”1/2 |
152 mm |
|
|
4”9/16 |
152 mm |
|
|
4”5/8 |
152 mm |
|
|
4”11/16 |
152 mm |
|
|
4”3/4 |
152 mm |
|
|
4”13/16 |
152 mm |
|
|
4”7/8 |
152 mm |
|
|
4”15/16 |
152 mm |
|
|
5” |
152 mm |
Le boccole in pollici sono considerate speciali e quindi sono disponibili solo su specifica richiesta del cliente.
BROCCE A SPINTA PER ESAGONO - MISURE IN POLLICI

Le brocce a spinta per esagono sono realizzate per generare in un solo passaggio un foro esagonale in un foro tondo precedentemente realizzato.
Applicazione su materiali fino a durezza HRC30/BR285.
|
MISURA ESAGONO IN POLLICI |
MISURA ESAGONO IN MM |
TOLLERANZA |
LUNGHEZZA BROCCIA |
MISURA FORO (MM) |
DIMENSIONI FRA GLI ANGOLI |
LUNGHEZZA DI TAGLIO* (min. e max.) |
MAX PRESSIONE RICHIESTA* |
|
1/8” |
3,175 |
3.188-3.213 mm |
105 mm |
3.18 mm |
3.670-3.700 mm |
5-10 mm |
90 kg |
|
5/32“ |
3,969 |
3.975-4.001 mm |
125 mm |
3.97 mm |
4.572-4.610 mm |
6-13 mm |
136 kg |
|
3/16“ |
4,763 |
4.775-4.801 mm |
129 mm |
4.76 mm |
5.486-5.537 mm |
6-16 mm |
254 kg |
|
7/32“ |
5,556 |
5.563-5.588 mm |
137 mm |
5.56 mm |
6.350-6.401 mm |
6-19 mm |
351 kg |
|
1/4“ |
6,350 |
6.363-6.388 mm |
152 mm |
6.35 mm |
7.290-7.341 mm |
6-19 mm |
464 kg |
|
9/32“ |
7,144 |
7.150-7.176 mm |
184 mm |
7.14 mm |
8.204-8.255 mm |
8-25 mm |
585 kg |
|
5/16“ |
7,938 |
7.950-7.976 mm |
197 mm |
7.94 mm |
9.119-9.169 mm |
10-25 mm |
684 kg |
|
11/32“ |
8,731 |
8.738-8.763 mm |
197 mm |
8.73 mm |
10.033-10.084 mm |
10-32 mm |
1034 kg |
|
3/8“ |
9,525 |
9.538-9.563 mm |
216 mm |
9.53 mm |
10.947-10.998 mm |
10-32 mm |
1088 kg |
|
13/32“ |
10,319 |
10.325-10.350 mm |
244 mm |
10.32 mm |
11.862-11.913 mm |
13-35 mm |
1265 kg |
|
7/16“ |
11,113 |
11.125-11.151 mm |
267 mm |
11.11 mm |
12.802-12.852 mm |
13-35 mm |
1224 kg |
|
15/32“ |
11,906 |
11.913-11.938 mm |
302 mm |
11,91 mm |
13.691-13.741 mm |
13-35 mm |
1224 kg |
|
1/2“ |
12,700 |
12.713-12.738 mm |
302 mm |
12.70 mm |
14.605-14.656 mm |
13-35 mm |
1372 kg |
|
9/16“ |
14,288 |
14.300-14.326 mm |
349 mm |
14.29 mm |
16.459-16.510 mm |
13-41 mm |
2177 kg |
|
5/8“ |
15,875 |
15.900-15.926 mm |
413 mm |
15.88 mm |
18.288-18.339 mm |
16-51 mm |
2449 kg |
|
11/16“ |
17,463 |
17.488-17.513 mm |
425 mm |
17.46 mm |
20.117-20.168 mm |
16-51 mm |
2721 kg |
|
3/4“ |
19,050 |
19.075-19.101 mm |
438 mm |
19.05 mm |
21.971-22.022 mm |
16-51 mm |
3157 kg |
|
7/8“ |
22,225 |
22.263-22.289 mm |
470 mm |
22.23 mm |
25.603-25.654 mm |
16-51 mm |
3810 kg |
|
1“ |
25,400 |
25.451-25.476 mm |
502 mm |
25,40 mm |
29.261-29.312 mm |
16-51 mm |
5034 kg |
* calcolate su acciaio dolce.
Le brocce indicate con il colore rosso sono considerate speciali e quindi sono disponibili solo su specifica richiesta del cliente.