
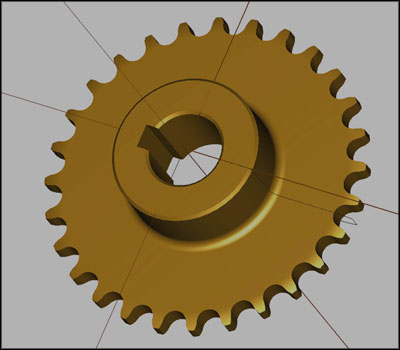
El ejemplo mostrado en la figura se refiere al brochado de una chaveta en un piñón de cadena realizada con la REV BROACHING TOOL. Para lograr un brochado sin rebabas se realiza la chaveta con un chaflán de 0.2 x 45° en los bordes adyacentes al agujero con un diámetro de 25 H7. El uso de la REV BROACHING TOOL permite evitar desplazar la pieza, reduciendo considerablemente los tiempos de trabajo y además un equipamiento de la máquina mucho más rápido comparado con las máquinas brochadoras y ranuradoras tradicionales. Asimismo, con la REV BROACHING TOOL, una vez realizado el primer control de la simetría de la chaveta, todas las chavetas hechas serán perfectamente simétricas respecto a la superficie diametral del agujero, lo cual es muy difícil de lograr cuando los trabajos de torneado y brochado se ejecutan en máquinas diferentes, debido al error de agarre que se genera inevitablemente.
EJEMPLO DE PROGRAMACIÓN:
Destacado de colorrojosolo los valores a modificar
O1000 (LLAMADA DE MACRO O1000)
#1=0 (0=TRABAJO-INT. 1=TRABAJO-EXT.)
#2=0707 (NÚMERO DE HERRAMIENTA- ATENCIÓN: NO INTRODUZCA T ANTES DE 0707)
#3=15.0 (DISTANCIA DE INICIO DE TRABAJO EJE Z)
#4=0.2 (DISTANCIA DE INICIO DE TRABAJO EJE X)
#5=25 (DIÁMETRO DEL AGUJERO O EJE)
#6=8 (ANCHURA DEL INSERTO)
#7=3.3 (PROFUNDIDAD DE TRABAJO EN EL RADIO EJE X)
#8=30 (LONGITUD DE TRABAJO EJE Z)
#9=6000 (VELOCIDAD DE CORTE EN MILÍMETROS POR MINUTO)
#10=0,05 (INCREMENTO DE PASADA)
#11=0 (ERROR DE CONICIDAD ADMITIDO MÁX. 0.25 EN RADIO)
#12=90 (ÁNGULO DE SALIDA 90°/45°)
#13=2 (NÚMERO DE ACABADOS EN CERO)
#14=1 (NÚMERO DE TRABAJOS)
#15=0 (ÁNGULO C ANTES DE TRABAJO)
#16=0 (ÁNGULO ENTRE LOS TRABAJOS)
#17=0 (CÓDIGO G DE RETORNO 0=RÁPIDO -1=TRABAJO)
#18=6000 (AVANCE DE RETORNO EJE Z ACTIVO SOLO SI #17=1)
#19=0 (ÁNGULO DE TRABAJO 0=CILÍNDRICO/CON VALOR=CÓNICO)
#20=0 (ÁNGULO HÉLICE +- INTERPOLADO CON EJE C)
#21=0 ( DIÁMETRO PRIMITIVO DEL DENTADO SPIRAL)
#22=35 (CÓDIGO M DE ACTIVACIÓN EJE C)
#23=34 (CÓDIGO M DE DESACTIVACIÓN EJE C)
#24=90 (CÓDIGO M DE DESBLOQUEO FRENO C)
#25=89 (CÓDIGO M DE BLOQUEO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SÍ)
M98P8000 (LLAMADA MACRO)
(M99=RETORNO PROGRAMA PRINCIPAL)
O BIEN (M30=FIN DE PROGRAMA)