
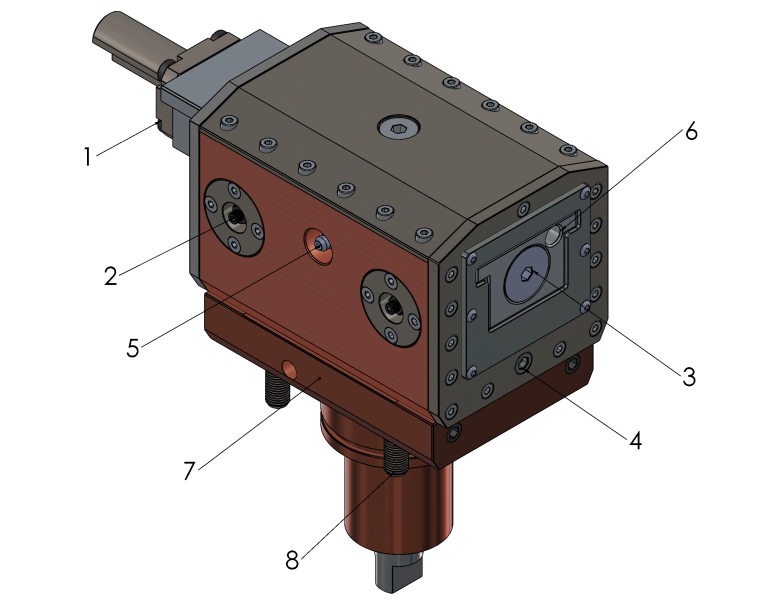
1) ツール固定ボルト
ツールの固定ボルトは、対称性の誤差を修正する前に少し緩める必要があります。作業を再開する前に、ツール固定ボルトネジを詰めている事を確認してください。
2) 固定金具の調整ネジ
長時間スロッターを使用した場合は、ツール内に発生する可能性のある遊びを削除してください。先ず、六角ナットを外します。次に中央のネジをねじ込みます。そして最後に六角ナットをもう一度締め付けます。4 つの全ての固定金具で行ってください
3) Y 軸調整シャフト
加工している物と穴との間の、対称性エラーを修正するのに役立ちます。ツール 1 の固定ネジを緩めた後、Y 軸調整シャフトを時計回り、または反時計回りに回転させます。これで Y 軸に沿ってツールを移動することが可能になります。調整範囲は +/-0.5 です。Y 軸を持たない旋盤のすべての対称誤差を修正するのにはこれで十分です。
4) カッティング角度調整ネジ
このネジは機械的歪みにより発生し得るテーパーの調整するのに役立ちます。時計回り、または反時計回りに回すと、カッティング角度を +/- 3°の範囲で調整が可能です。この範囲は全てのテーパーのエラーを修正するのに十分です。
5) グリーサー
これら二つのグリーサーは電動スロッターの外部ボディーに埋め込まれており、約 10 時間の使用後にグリースを注入します。時間はツールが実際に使用された時間です(グリース塗布の計算の例を参照)。
6) 3/8 の内部ガス供給のためのネジ穴
全てのツールに冷却剤の通過する穴が装備されています。内部供給は外部供給よりも推薦され、カッティング領域に潤滑剤を向けることが可能です。
7) アライメント領域
コンパレーターを使って確認するための領域です。
8) 旋盤のツールホルダータレットへのスロッター固定ボルト
このボルトによりスロッターが旋盤のツールホルダータレットに固定されます。
始めて使用する
旋盤にスロッターを取り付けます。固定ボルト 8 を少し緩めて、コンパレーターを使用してスロッターのアライメントを行ってください。この最後の物はアライメント7領域に配置されます。完璧にスロッターのアライメントができたら、固定ボルト 8 を締め付けてからスロッターを約 10 分間、150 ストローク/分で作動させてください。スライダーが動いている時に通常のガイド用のオイルで潤滑してください。この作業は、シールを柔らかくし、スロッターの慣らし運転の為に行います。
グリース塗布
マシンを長持ちさせるには、スロッターを 10 時間毎の実際の使用でグリースを塗布してください(グリース塗布の計算の例を参照)。
できれば Persian Poligrease EP 1 を使用してください。
グリースの適切な量を入力するためには、次の手順に従って行う必要があります:
- 電動部のカバーにあるキャップを取り外します;
- 指定のグリーサーを使ってグリースを注入します;
- 穴からグリースが溢れたら注入を止めます;
- キャップを取り付けて、ツールの使用を再開します。
グリース塗布の計算例
ワークを作製するのに 2 分必要であるとすると、
キーシリンダーの溝なら 10 秒必要ですから、約 3600 個加工した時になります。
メンテナンス
長期(約 1000 時間)に亘って使用した場合は、スロッターのメンテナンスを行ってください。ベアリングやシール等の消耗品を交換します。
内部/外部の加工
この電動スロッターで外部と内部の加工を行う事ができます。
以下のように、電動部の回転方向を逆にするだけです:
コマンド M04 = 内部加工
コマンド M03 = 外部加工
内部加工または外部加工により、ツールをインサートをカッティング方向に向けて固定する必要があります。
リターンフェーズでの解除
リターンフェーズでは、ツールは加工面から 0.25 mm 離れます。これはインサートを守る為に必要な作動です