
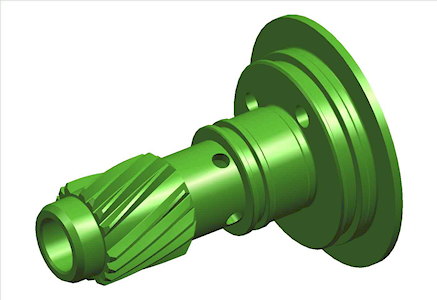
На рисунке показан пример винтовых зубьев. Эта операция выполняется при помощи инструмента REV BROACHING TOOL. Речь идет об особой заготовке, для которой изготавливается специальная вставка. Рекомендуется снять фаску 0.2x45° в точке пересечения между диаметром отверстия и гнездом зубца, чтобы на заготовке совершенно не было заусенцев. Обработка при помощи инструмента REV BROACHING TOOL выполняется точно по центру заготовки и, поскольку она выполняется непосредственно на токарном станке, это позволяет намного сократить время производства. Для этого типа обработки программирование, выполняемое непосредственно на ЧПУ, было бы очень сложным, а программирование программы, предлагаемой нашей компанией, очень простое.
ПРИМЕР ПРОГРАММИРОВАНИЯ:
Краснымцветом выделены значения, которые требуется изменить
O1000(ВЫБОР МАКРОСА O1000)
#1=1 (0=ОБРАБОТКА ВНУТР 1=ОБРАБОТКА НАР)
#2=0707 (НОМЕР ИНСТРУМЕНТА- ВНИМАНИЕ:НЕ ВСТАВЛЯТЬ T ПЕРЕД 0707)
#3=15.0 (РАССТОЯНИЕ НАЧАЛА РАБОТЫ ОСИ Z ОТ ЗАГОТОВКИ)
#4=0.2 (РАССТОЯНИЕ НАЧАЛА РАБОТЫ ОСИ X ОТ ДИАМЕТРА ЗАГОТОВКИ ВНУТР. ИЛИ НАР.)
#5=32 (ДИАМЕТР ОТВЕРСТИЯ ИЛИ ВАЛА)
#6=0,5 (ШИРИНА ВСТАВКИ)
#7=3.3 (ГЛУБИНА ОБРАБОТКИ ПО РАДИУСУ ОСИ X)
#8=35 (ДЛИНА ОБРАБОТКИ ОСИ Z)
#9=6000 (СКОРОСТЬ РЕЗКИ В МИЛЛИМЕТРАХ В МИНУТУ)
#10=0,05 (УВЕЛИЧЕНИЕ ХОДA)
#11=0 (МАКС. ДОПУСТИМАЯ ОШИБКА КОНУСНОСТИ 0.25 ПО РАДИУСУ)
#12=90 (ВЫХОДНОЙ УГОЛ 90°/45°)
#13=2 (КОЛИЧЕСТВО ОТДЕЛОК НА НОЛЬ)
#14=18 (КОЛИЧЕСТВО ОБРАБОТОК)
#15=0 (УГОЛ C ПЕРВОЙ ОБРАБОТКИ)
#16=20 (УГОЛ МЕЖДУ ОБРАБОТКАМИ)
#17=0 (КОД G ВОЗВРАТ 0= БЫСТРЫЙ 1=РАБОТА)
#18=6000 (ПРОДВИЖЕНИЕ ВОЗВРАТА ОСИ Z АКТИВИРОВАН ТОЛЬКО ЕСЛИ #17=1)
#19=10 (РАБОЧИЙ УГОЛ ВИНТОВЫХ ЗУБЬЕВ 0=ЦИЛИНДРИЧЕСКИЙ/СО ЗНАЧЕНИЕМ=КОНИЧЕСКИЙ)
#20=30 (ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ ВИНТОВЫХ ЗУБЬЕВ)
#21=15 (УГОЛ ВИНТА +- ИНТЕРПОЛИРОВАН С ОСЬЮ C)
#22=35 (КОД M АКТИВАЦИИ ОСИ C)
#23=34 (КОД M ДЕЗАКТИВАЦИИ ОСИ C)
#24=90 (КОД M РАЗБЛОКИРОВКИ ТОРМОЗА C)
#25=89 (КОД M БЛОКИРОВКИ ТОРМОЗА C)
#26=8 (ОХЛАДИТЕЛЬ 8=ВКЛЮЧЕН 0=ВЫКЛЮЧЕН)
#27=1 (ТОРМОЗ 0=НЕТ 1=ДА)
M98P8000 (ВЫБОР МАКРОСА)
(M99=ВОЗВРАТ НА ГЛАВНУЮ ПРОГРАММУ ) ИЛИ (M30=КОНЕЦ ПРОГРАММЫ)