
ПРИВОДНАЯ ДОЛБЕЖНАЯ ГОЛОВКА REV
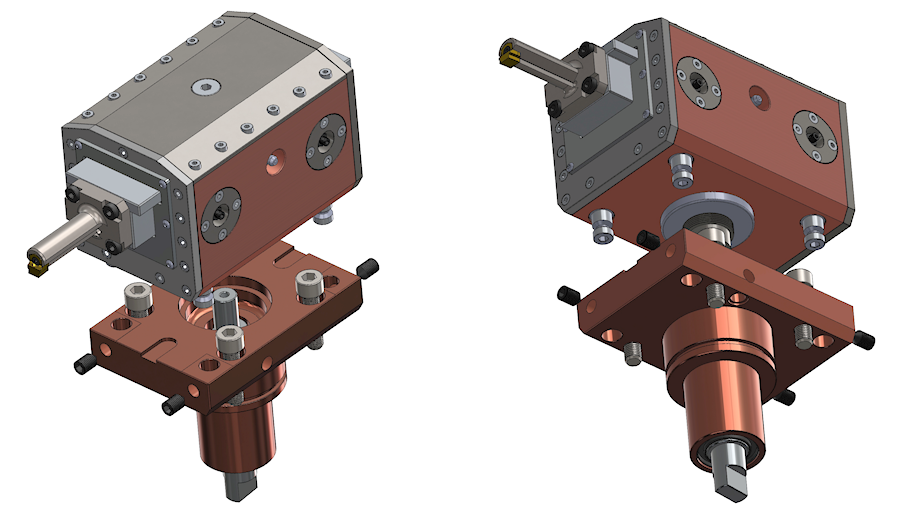
Приводная долбежная головка REV предназначена для наиболее эффективной обработки некоторых изделий на станках с ЧПУ, начиная с простого отверстия для шпонки до наружного и внутреннего зубчатого профиля.
Приводная долбежная головка REV разрабатывалась специально для получения максимально возможной прочности. Эта характеристика обеспечивает длительный срок службы вставки и высочайшую точность при обработке поверхности.
Использование данной долбежной головки дает большие преимущества: кроме высокой скорости выполнения обработки, ее использование не требует переставлять обрабатываемое изделие на другой станок, для чего было бы необходимо заново перенастраивать оборудование.
Приводная долбежная головка REV может быть отрегулирована во множество различных настроек, необходимых для получения правильной обработки, а также для выполнения внутренней или наружной обработки.
Приводная долбежная головка REV защищена патентом.
ПРОВЕРКА СИММЕТРИИ И КОРРЕКТИРОВКА ПОГРЕШНОСТЕЙ
Продольная коррекция
Рабочий угол приводной долбежной головки можно изменять. Такая операция необходима для коррекции продольных погрешностей. Для ее выполнения нужен шестигранник на 5 мм. Угол резки приводной долбежной головки меняется поворотом ключа по часовой или против часовой стрелки.
Такой тип настройки защищается патентом.
Корректировка симметричности
Для корректировки погрешностей симметричности, при использовании станков с осью Y, необходимо ослабить четыре фронтальных винта, крепящих головку к центральной движущейся части. Затем, поворачивая шестигранником на 6 мм регулировочный палец оси Y, расположенный на задней части вышеозначенного изделия, устройство сместится на +/- 0,5 мм, чего будет достаточно для корректировки симметричности, создав недостающую ось.
Такой тип регулировки необходим для выполнения обработки точно в центре обрабатываемого изделия и он также защищен патентом.
ПРИМЕРЫ ОБРАБОТКИ С ПОМОЩЬЮ ПРИВОДНОЙ ДОЛБЕЖНОЙ ГОЛОВКИ REV
Обработка наружного профиля
Это короткое видео показывает выполнение наружной обработки: изготовление наружного профиля с гнездом DIN 5482 модуль 2,5 Z=30.
Обрабатываемый материал - легированная сталь с прочностью 35 HRC.
Время выполнения одного желоба 4 секунды, общее время изготовления зубчатого профиля примерно четыре минуты.
По причине высочайшей прочности инструмента, обработка выполняется крайне просто и с оптимальной степенью точности.
Для правильного и эффективного использования этого устройства, компания REV srl, бесплатно предоставляет своим клиентам специально разработанную программу. Эта программа подходит для всех станков с ЧПУ, имеющихся в продаже.
Внутренняя обработка
Это короткое видео показывает выполнение внутренней обработки: изготовление восьми желобов для шпонки толщиной 8 мм.
Обрабатываемый материал - легированная сталь с прочностью 35 HRC.
Время изготовления одной шпонки 6 секунд, общее время восьми рабочих циклов - около 50 секунд.
По причине высочайшей прочности инструмента, обработка выполняется крайне просто и с оптимальной степенью точности.
Для правильного и эффективного использования этого устройства, компания REV srl, бесплатно предоставляет своим клиентам специально разработанную программу. Эта программа подходит для всех станков с ЧПУ, имеющихся в продаже.
эксплуатация и техобслуживание
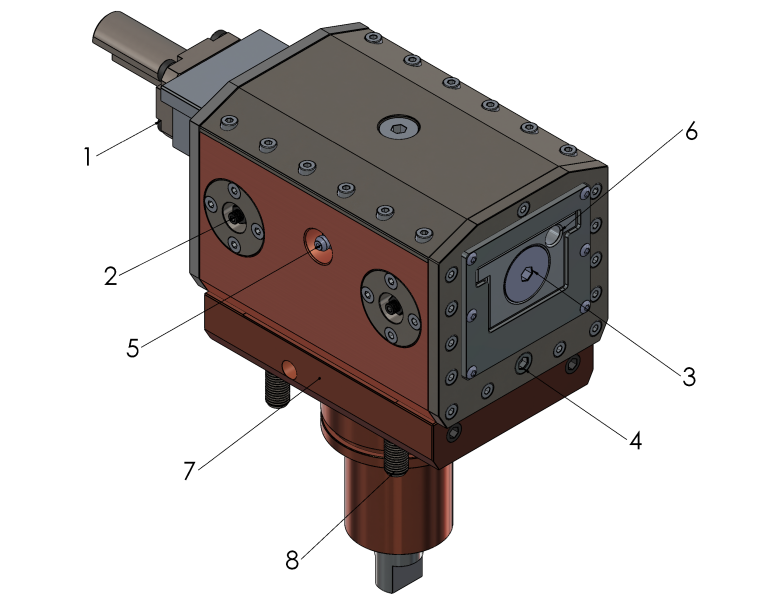
1) Винты крепления устройства
Перед тем, как выполнять корректировку погрешностей симметрии, необходимо ослабить винты крепления устройства. Прежде, чем продолжить работу, необходимо убедиться в том, что винты крепления устройства снова затянуты.
2) Регулировочные винты
После использования долбежной головки будет нужно устранить возможно образовавшиеся на устройстве зазоры. Отвинтите шестигранную гайку, завинтите центральный болт, затем снова затяните шестигранную гайку. Выполните эту операцию на всех четырех винтах долбежной головки.
3) Палец регулировки оси Y
Предназначен для корректировки погрешности симметрии между отверстием иобрабатываемым изделием. Ослабив винты крепления устройства 1, поворачивайте по часовой или против часовой стрелки палец регулировки оси Y. Это позволит двигать устройство по оси Y. Диапазон регулирования +/- 0,5, что вполне достаточно для корректировки любого рода погрешностей симметрии на станках с осью Y.
4) Винт регулировки угла резки
Этот винт необходим для корректировки конусности, которые могут возникнуть по причине механических изгибов. Поворотом по часовой или против часовой стрелки угол резки меняется примерно на +/- 3°. Такого диапазона достаточно для корректировки любого рода погрешностей конусности.
5) Тавотницы
Эти две тавотницы встроены в наружный корпус приводной долбежной головки и предназначены для введения смазки примерно через каждые 10 часов работы. Здесь подразумевается фактическое время использования устройства (см. пример расчета смазки).
6) Внутренне резьбовое отверстие G 3/8
На всех устройствах имеются отверстиядля циркуляции охлаждающей жидкости. Внутренняяподача более рекомендована, чем наружная так как позволяет направлять смазку напрямую на участок резки.
7) Зона выравнивания
Эта зона используется для проверки при помощи измерительной головки.
8) Винты крепления долбежной головки к револьверной головке станка
Этими винтами долбежная головка крепится к револьверной головке станка.
ВВОД В ЭКСПЛУАТАЦИЮ
Установите долбежную головку на фрезерный станок. Слегка ослабьте крепежные винты 8 и выполните центровку долбежной головки при помощи измерительной головки. Измерительная головка ставится на участок центровки 7. После выполнения безупречной центровки долбежной головки, снова за тяните крепежные винты 8 и дайте ей поработать на 150 ударов в минуту в течение примерно 10 минут. Смажьте обычным для направляющих салазки во время движения. Это необходимо, чтобы смягчить прокладки и испытать долбежную головку перед использованием.
СМАЗКА
Для защиты механических частей, рекомендуется смазывать долбежную головку через каждые 10 часов использования. Здесь подразумевается фактическое время использования устройства (см. пример расчета смазки).
Рекомендуется использовать Persian Poligrease EP 1.
Чтобы ввести необходимое количество смазки, необходимо выполнить следующие действия:
- Отвинтить крышку, которая находится на крышке приводного узла;
- Вводить смазку с помощью специальных маслёнок;
- Прервать ввод смазки, когда смазка будет выходить из отверстия;
- Завинтить крышку и возобновить эксплуатацию инструмента.
Пример расчета смазки
Если для производства изделия требуется 2 минуты, а на выполнение одного отверстия, долбяк
затрачивает 10 секунд, то смазывать нужно после изготовления примерно 3600 штук изделий.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
После длительного периода использования (около 1000 часов) необходимо провести техническое обслуживание долбежной головки с заменой подшипников, прокладок и т.д.
ВНУТРЕННЯЯ/НАРУЖНАЯ ОБРАБОТКА
Настоящая приводная долбежная головка может выполнять как наружную так и внутреннюю обработку изделий.
Достаточно изменить направление вращения привода следующим образом:
команда M03 = внутренняя обработка
команда M04 = наружная обработка.
В зависимости от режима внутренней или наружной обработки, головку нужно будет установить вставки в направлении резки.
ОТВОД В ОБРАТНОМ НАПРАВЛЕНИИ
Во время возврата, устройство отводится от обрабатываемой поверхности на 0,25 мм. Это необходимо для сохранения целостностивставки.