REV 系统切削参数
建议的切削参数
| 切削速度(毫米/分钟 | 增加(毫米),建议值 | 增加(毫米),最小值 | 增加(毫米),最大值 | |
| 铝 | 10000 | 0,2 | 0,1 | 0,25 |
| 软钢 | 8000 | 0,11 | 0,06 | 0,15 |
| 铸铁 | 6000 | 0,13 | 0,06 | 0,2 |
| 普通钢 | 6000 | 0,08 | 0,04 | 0,12 |
| 调质钢 | 5000 | 0,06 | 0,03 | 0,08 |
| 不锈钢 | 5000 | 0,06 | 0,03 | 0,08 |
| 塑料 | 10000 | 0,25 | 0,2 | 0,3 |
| 青铜-黄铜 | 7000 | 0,1 | 0,05 | 0,15 |
请注意: 对于宽度 ≥ 18mm 的插入件,我们建议分两个步骤进行机械加工:粗加工和精加工。
机动化插床切削参数
为了确保镶件具有较长的寿命和加工过程中的极佳光洁度,建议遵守推荐参数(请参阅参数表)。
各种材料上可实现的最大厚度和切削参数
| 35 毫米行程 | 50 毫米行程 | 665 毫米行程 | 切削速度 | 增加 | |
| 铝 | 14mm | 14mm | 14mm | 38 m/min. | 0,06 / 0,15 mm |
| 软钢 | 12mm | 12mm | 12mm | 33 m/min. | 0,04 / 0,07 mm |
| 铸铁 | 12mm | 12mm | 10mm | 28 m/min. | 0,04 / 0,07 mm |
| 普通钢 | 12mm | 12mm | 10mm | 30 m/min. | 0,03 / 0,05 mm |
| 调质钢 | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| 不锈钢 | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| 塑料 | 14mm | 14mm | 14mm | 40 m/min. | 0,07 / 0,15 mm |
| 青铜-黄铜 | 12mm | 10mm | 10mm | 30 m/min. | 0,03 / 0,06 mm |
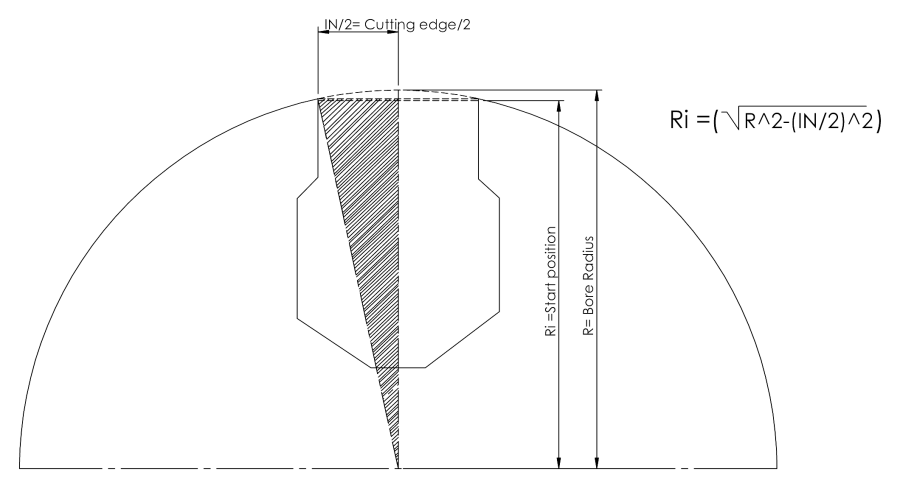
在 X 中的加工初始计算
为避免碰撞,请通过计算切线圆弧来设置在 X 中的距离。