PARAMÈTRES DE COUPE SYSTÈME REV
Paramètres de coupe conseillés
| Vitesse de coupe (mm/min.) | Augmentation (mm) recommandée | Augmentation (mm) min. | Augmentation (mm) max. | |
| Aluminium | 10000 | 0,2 | 0,1 | 0,25 |
| Acier tendre | 8000 | 0,11 | 0,06 | 0,15 |
| Fonte | 6000 | 0,13 | 0,06 | 0,2 |
| Acier commun | 6000 | 0,08 | 0,04 | 0,12 |
| Acier bonifié | 5000 | 0,06 | 0,03 | 0,08 |
| Acier inox | 5000 | 0,06 | 0,03 | 0,08 |
| Plastique | 10000 | 0,25 | 0,2 | 0,3 |
| Bronze-Laiton | 7000 | 0,1 | 0,05 | 0,15 |
NB : Pour les mesures de plaquettes ≥ 18 mm, il est recommandé de diviser l’usinage en deux phases : dégrossissage et finition.
PARAMÈTRES DE COUPE MORTAISEUSE REV
Afin de garantir une longue durée de la plaquette et une excellente finition lors de l’usinage, il est conseillé de suivre les paramètres suggérés (voir tableau des paramètres).
Épaisseur maximale réalisable sur les différents matériaux et paramètres de coupe
| Course 35 mm | Course 50 mm | Course 65 mm | Vitesse de coupe | Augmentation | |
| Aluminium | 14mm | 14mm | 14mm | 38 m/min. | 0,06 / 0,15 mm |
| Acier tendre | 12mm | 12mm | 12mm | 33 m/min. | 0,04 / 0,07 mm |
| Fonte | 12mm | 12mm | 10mm | 28 m/min. | 0,04 / 0,07 mm |
| Acier commun | 12mm | 12mm | 10mm | 30 m/min. | 0,03 / 0,05 mm |
| Acier bonifié | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Acier inox | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Plastique | 14mm | 14mm | 14mm | 40 m/min. | 0,07 / 0,15 mm |
| Bronze-Laiton | 12mm | 10mm | 10mm | 30 m/min. | 0,03 / 0,06 mm |
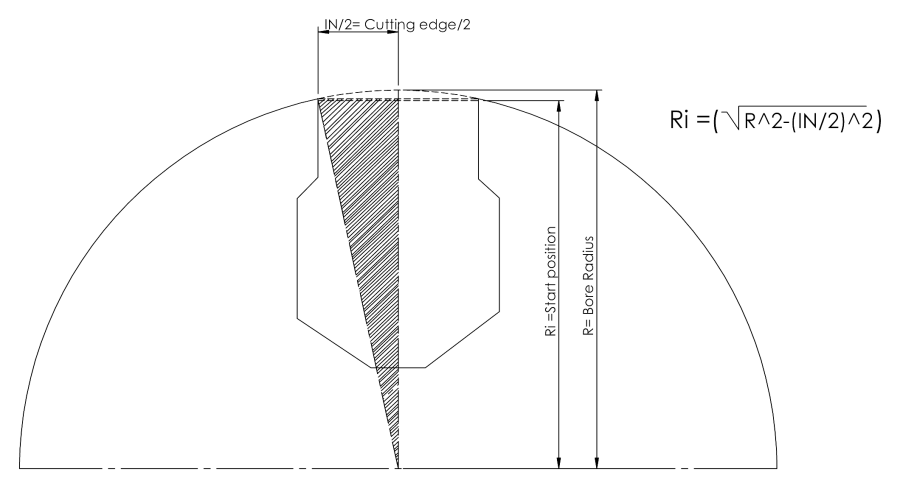
CALCUL DÉBUT USINAGE EN X
Pour éviter les collisions, configurer la distance en X en calculant l’arc tangent.