
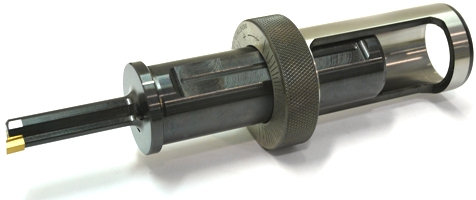
The main feature of the REV system for CNC lathes is the eccentric bushing patented by F.P. Officina Meccanica (patent Num. 1.394.481) allowing any lathe without a Y-axis to perform broaching or slotting in perfect alignment with the workpiece. It is made with tool steel which is then hardened and ground. The bushing is manufactured in various sizes for use on all types of machines available on the market.
Broaching is a process that is almost always perfectly centred on the workpiece, with an error margin of very few hundredths of a millimetre, however, symmetry errors often occur in relation to mechanical coupling between the mounted tool and the centre of the workpiece.
The REV eccentric bushing makes it possible to perform a centesimal tool shift by rotating it by a max of 0.5 in Y+ and 0.5 in Y-. This range of adjustment is extensive enough to eliminate any alignment error. A graduated scale is engraved on the front of the bushing, where each notch marks a shift of 0.03 mm. When the first workpiece has been broached, and an error is detected, the bushing will be adjusted in one direction or the other, to eliminate it. The eccentric bushing is only required if the CNC lathe does not have a Y axis. If, on the other hand, the lathe is equipped with said axis, the eccentric bushing must not be installed and the CNC functions are used to set up the exact position.
The REV Broaching Tool system is very flexible and makes it possible to perform a whole series of internal profiles by simply changing the insert. Using the dividing function available on CNC lathes, it is possible to perform square and hexagonal profiles and internal gears.